![[HCL]东莞市华创力自动化科技有限公司](/uploads/202001/5e1bdc1991645.jpg "[HCL]东莞市华创力自动化科技有限公司")

2020-06-20 09:15:47[HCL]东莞市华创力自动化科技有限公司
环形导轨定义:通常指闭合的循环导轨,由直线导轨和圆弧导轨以及滑块组合而成,通常又被称为直曲导轨。[环形导轨加工方法]设计与选型的重要

1、产品特点
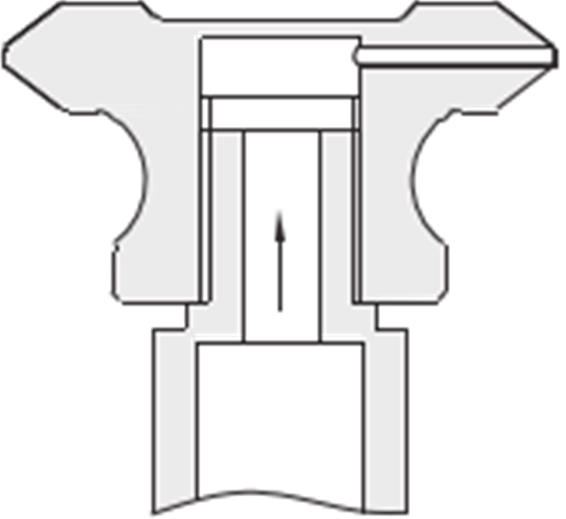
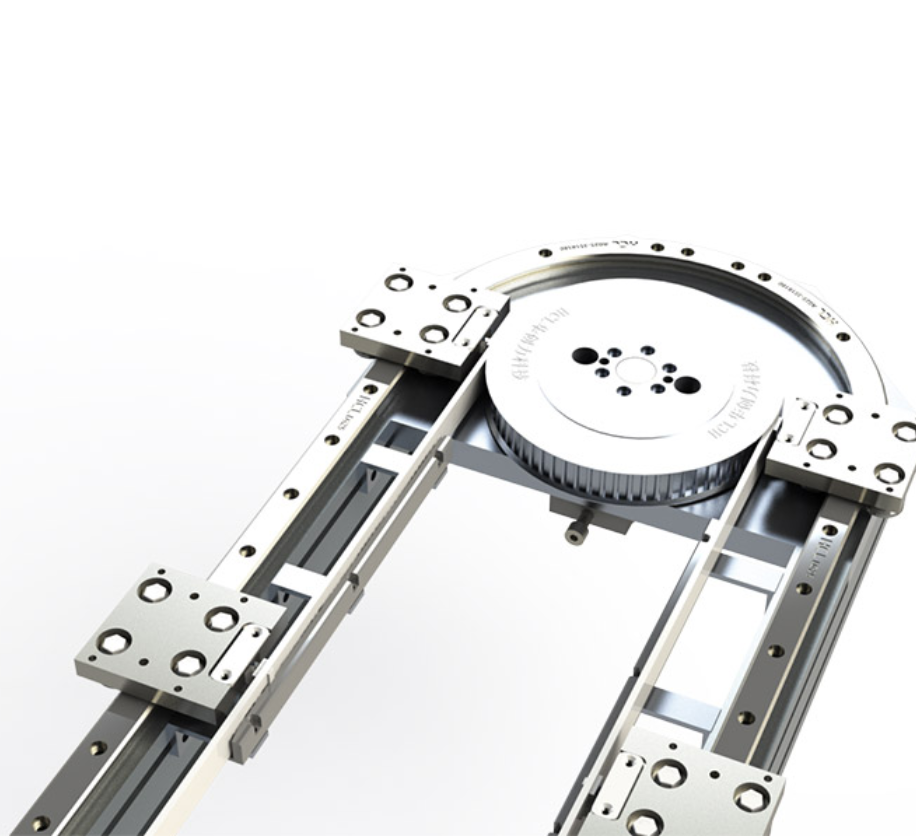
环形导轨属于滚轮式导轨,是环形导轨循环运动系统的基础与核心部件。一般的循环流水线,如皮带式流水线、
滚筒式流水线,具有较大的运动间隙,不具有足够的刚性和定位精度。而由环形导轨组成的循环运动系统,具有高刚性、
高定位精度、良好的抗污染能力、更高的运行速度等突出特点,可以很好地满足现代工厂的精密自动化需求。其滑块与
导轨配合的横截面如下图:

●更快的线速度,更高的加速度:V型滚轮在滚轮V型导轨面的滚动,可以达到很高的线速度, 最高可达10m/s;加速度最高可达2G。
●更低的噪音:滚轮轴承的V型槽,和滚轮V型导轨的V型面,具有良好的轮廓一致性;V型滚轮在滚轮V型导轨面上的平滑滚动,与滚珠导轨相比,可大大降低高速运行时的噪音。
●适合从无尘到粉尘等恶劣环境的使用:滚轮中的轴承滚动体,和导轨面不直接接触,同时轴承具有很好的密封性; V型滚轮通过"刮擦"运动,把灰尘、切屑等杂质从V型导轨面上刮除,保持V型导轨面的清洁,从而非常适合在恶劣环境下使用。而滚珠导轨如果工作在有灰尘、切屑等杂质的环境中,其使用寿命会大大地缩短。
●降低了安装基准的精度要求: 一个V型滚轮,就相当于滚珠导轨的一个滑块,V型滚轮和V型导轨面的接触,类似单点接触;这样就大大降低了对安装基
准面的精度要求,装配省时省力。
●维护更换成本更低: V型导向滚轮导轨系统,可以单独更换磨损了的导轨或滚轮,不需要全部更换;通过对偏心滚轮的调整,可方便调整并得到需要的预紧力。
●预紧随时可调:滚轮导轨在装配时,同心滚轮和偏心滚轮配合使用,可以随时调整滚轮与导轨 之间的预紧力,以保证平稳的运行。
●更长的使用寿命: 在良好的工作环境下,滚轮寿命达到4000KM以上,加上滚轮易更换的特点,滚轮式导轨有很长的使用寿命。
2、典型轨道布局形式
直线导轨和圆弧导轨通过不同的变化组合,可以实现近乎无限种轨道布局形式。生产应用中的典型轨道布局形式有:
椭圆形布局、矩形布局、三角形布局、不规则形状布局。其中,椭圆形布局和矩形布局最常用。
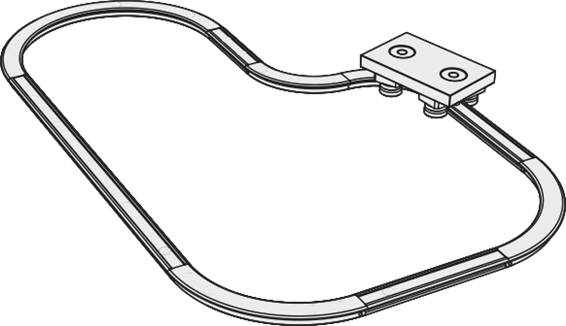
(1)椭圆形轨道布局。

(2)矩形轨道布局。

(3)三角形轨道布局。

(4)不规则形状轨道布局。以这种形式布局的轨道需要配合特制的滑块一起使用。
3、典型驱动形式
环形导轨主要有矩形和椭圆形两种布局形式,而其驱动系统主要有同步带式、链条式、螺杆式、十字臂式、凹槽轮式。
(1)同步带式驱动
同步带式驱动为最常用、易于设计、具有性价比优势的驱动方式。伺服电机带动同步轮旋转,同步带与滑座通过开槽式或夹持式设计连接。

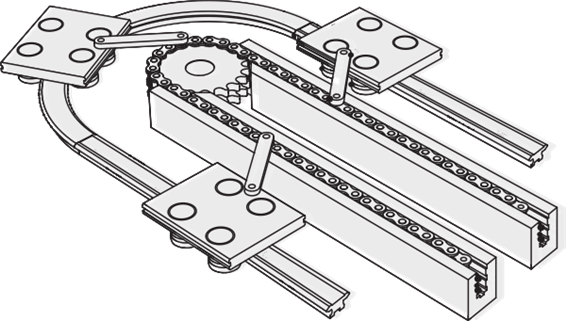
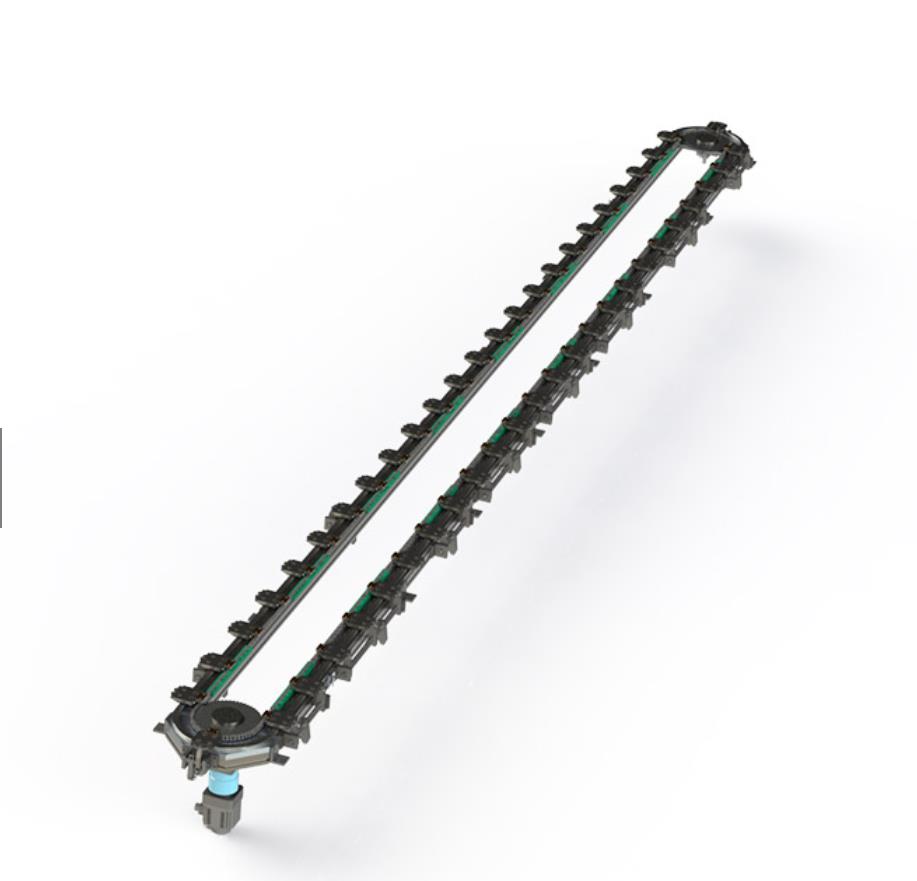
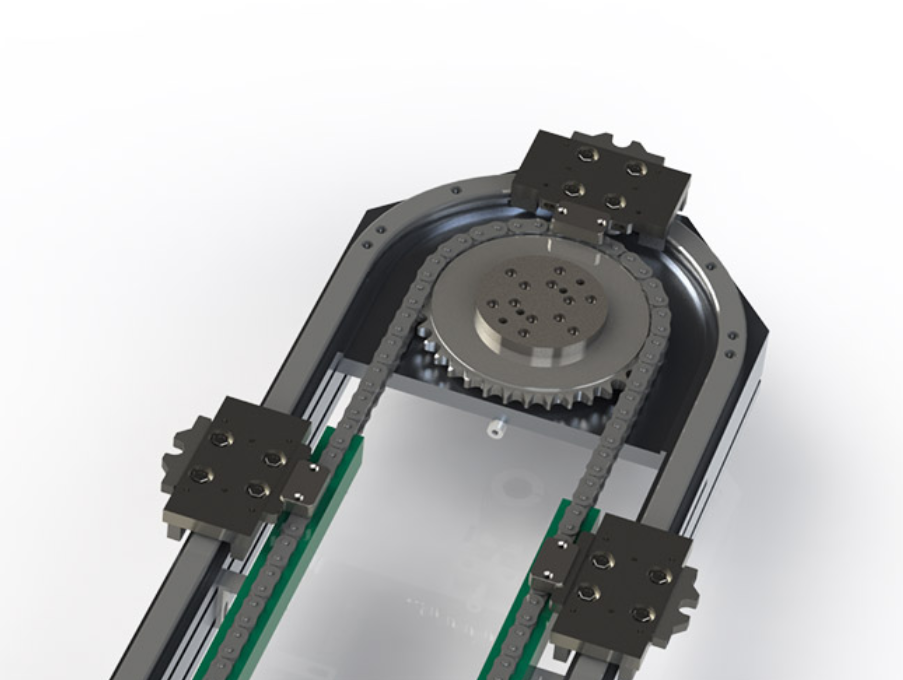
(2)链条式驱动
滑块与链条可以直接连接,也可以通过传动杆连接。相对同步带而言,链条可承受较大荷载 .
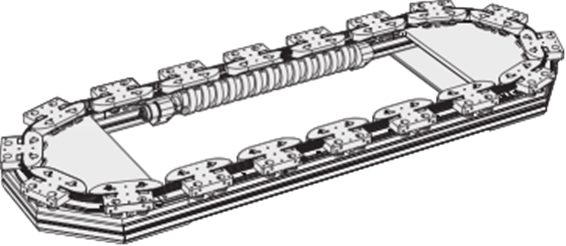
(3)螺杆式驱动
这种驱动方式的环形导轨特点是运动速度更高,定位精度更高,实现快速定位。
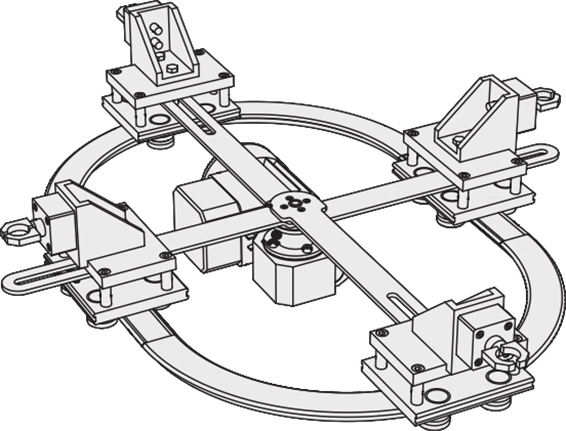
(4)十字臂式驱动
电机置于系统中央,十字臂上带有长槽,以适应滑块与电机驱动轴之间的距离变化。这种驱动形式的传动机构简单,不同滑块之间距离不易变动, 但电机的启动力大。
(5)凹槽轮式驱动
相邻滑块之间用连接杆连接,使得滑块之间的距离不易变动,位置更精准。滑块上安装有从动滚轮,滚轮与凹槽驱动轮上的开口啮合。这种驱动方式要求滑块间的连接杆具有一定柔性,而且凹槽轮上与从动滚轮啮合的位置需要留出足够的间隙。

4、设计和选型示例
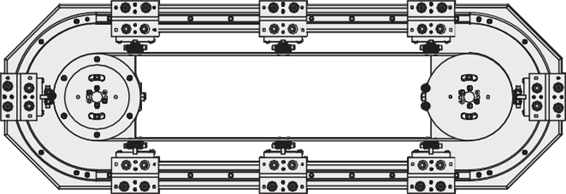
下面以同步带传动的椭圆形轨道运动系统为例,说明环形导轨的设计要点。
(1)初始选择
一般情况下,25规格的滑块应用于最重10KG的运动荷载,44规格的滑块应用于最重20KG的运动荷载。
(2)明确需求和工况
确定实际生产中的条件参数:滑块承受荷载、工位数量(滑块数量)、工位间距(滑块间距)、相邻工位移动时间(或移动速度)。

(3)选择合适半径大小的圆弧导轨
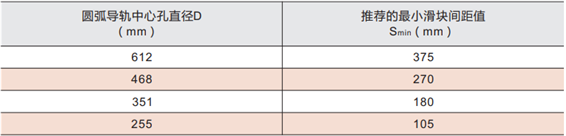
如果相邻两滑块间距太小,会出现多于一个滑块同时停留在圆弧导轨段上,这会不利于对滑块进行定位,所以,对于不同大小的圆弧导轨,存在一个推荐的滑块间距最小值,见下表:

根据实际需求的工位间距 S,对比推荐的最小滑块间距值Smin,确定圆弧导轨中心孔直径D。
(4)选择及计算系统的各项参数
对应每一种规格的圆弧导轨,怡合达推荐使用以下齿数的主动同步轮(齿型AT10)。对应关系参考下表:
确认了同步轮尺寸之后,就可以计算以下数值: 同步带周长A计算公式为:A = N × S
直轨长度L(等于同步轮中心距)应该满足以下等式:A= 2 × L + 3.14 × D
(5)同步带与滑块的连接方式
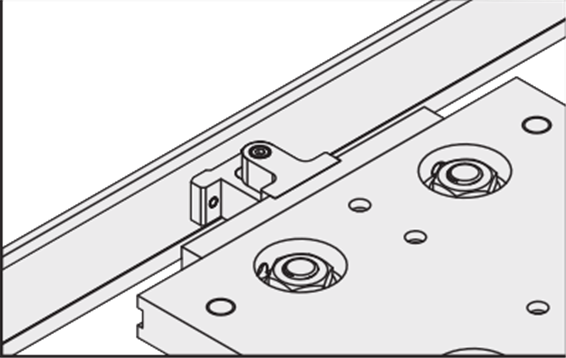
(a)开槽式连接
同步带上安装有开槽式连接扣件,安装在滑座上的金属销与开槽式扣件啮合。连接扣件上必须设计长槽,这是为了适应承载滑座从直线运动变为曲线运动时的微小偏移。(示意图)
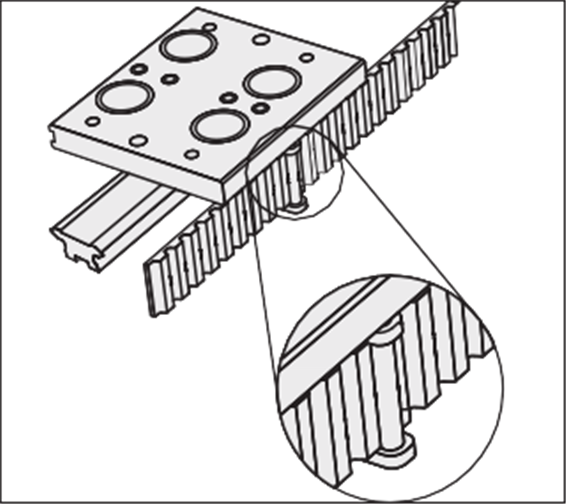
(b)夹持式连接
这种方式无需让螺钉穿过同步带。同步轮上必须加工出凹槽,以避免与夹持零件干涉。
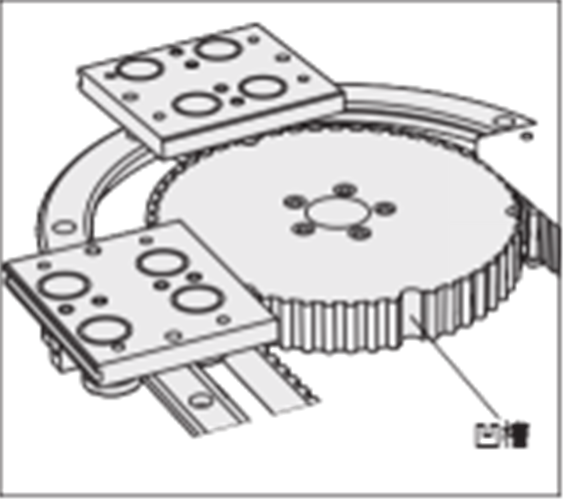
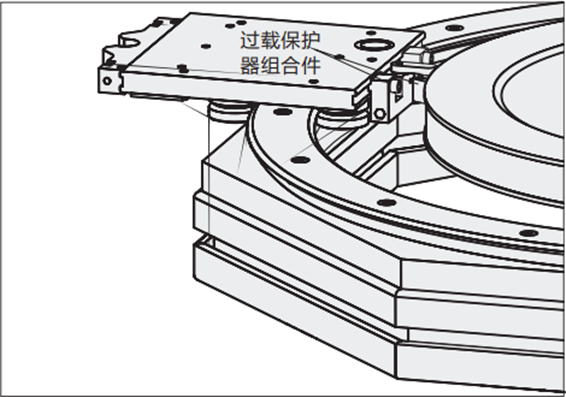
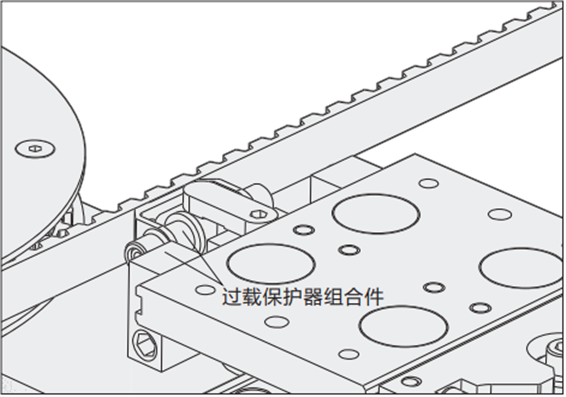
(c)过载保护器组合件连接
该组合件带有自动脱开功能,当滑块受到外力影响导致运动受阻时,这种机构可以将滑块从驱动系统上脱开,避免整套设备受损。
(6)设计滑块的定位系统。为了准确定位,必须配备滑块定位系统

(7)润滑系统。
为避免过度摩擦,可选配安装为导轨工作面涂敷均匀油膜的润滑器。润滑器中浸润润滑油的毛毡擦拭导轨工作面,毛毡内侧装有小弹簧使之有轻微的弹力来保证充分润滑,良好的润滑条件可显著增加系统的荷载能力和寿命。润滑器上加工有注油孔,建议1个月补充一次润滑油(推荐32号润滑油)。除非是在无尘或者真空等特殊环境,其他环境下都建议安装润滑器,以增加系统寿命。
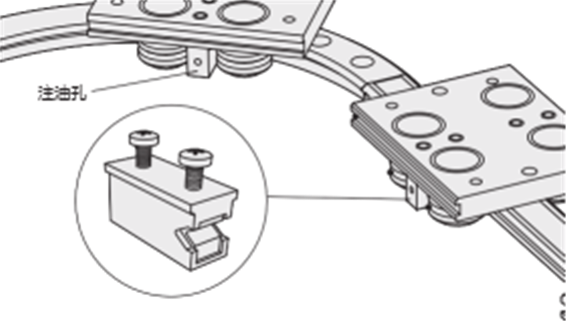
还可以在轨道上加工注油孔,以配置自动注油系统,实现自动补充润滑油。怡合达可以根据客户要求提供系统所需的自动注油器。[环形导轨加工方法]设计与选型的重要
—— Contact number










 158-9993-8319
158-9993-8319